





























Станок для облицовывания кромок мебельных деталей WoodTec EdgeMatic 400C PRO
Артикул: EdgeMatic 400C PRO

Станок WoodTec EdgeMatic 400C PRO наносит на плитные материалы прямую кромку из ПВХ, АБС и других материалов толщиной до 3 мм.
Описание
Станок WoodTec EdgeMatic 400C PRO наносит на плитные материалы прямую кромку из ПВХ, АБС и других материалов толщиной до 3 мм.
Схема обработки
 |
 |
 |
 |
 |
 |
 |
 |
 |
Отличительные особенности
- Увеличенная скорость подачи до 23 м/мин.
- Лампа-излучатель.
- Прижимная балка (управление с пульта).
- Радиусная и плоская цикли.
- Узел очищающей жидкости.
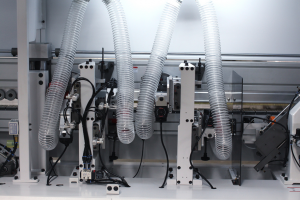
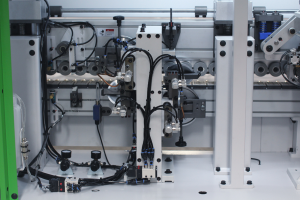
Конструкция станка
 |
Современный пульт управленияНа сенсорном экране отображается информация о температуре клея, о состоянии узлов станка, о неисправностях, а также другие данные, необходимые оператору для качественного выполнения работы. |
 |
Система блокировки подачиАвтоматическая система останавливает вхождение заготовок в станок, если расстояние между ними некорректное. Тем самым, снижается риск поломки оборудования. |
 |
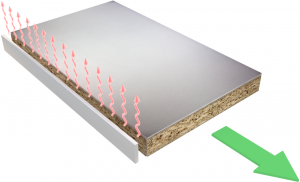
Инфракрасная лампа для предварительного нагрева торца изделияДополнительно подготавливает обрабатываемый объект для более качественного нанесения кромки. Улучшает качество работы при низких температурах в производственном помещении. |
 |
Устройство для нанесения клеяУзел в данной модели станка имеет шторки, которые защищают от загрязнения вал, наносящий клей. При подаче детали шторки открываются автоматически с помощью пневмосистемы. Такая конструкция улучшает качество отделки заготовки. |
 |
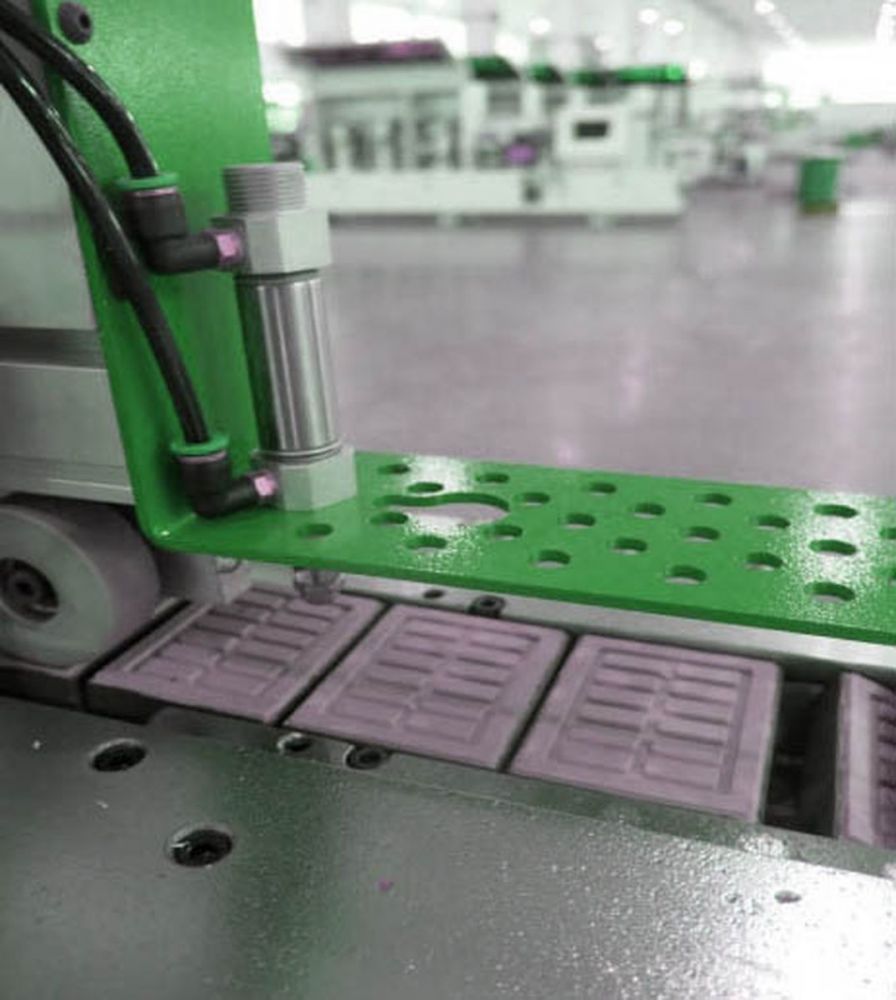
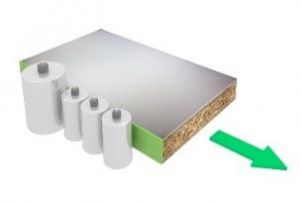
Прижимная зонаУзел имеет один прижимный ролик и два дожимных, а также пневматическую систему пресс-группы – вместе они надежно приклеивают кромку к изделию. Ход прижима на толщину материала кромки настраивается цифровым счетчиком. |
|
|
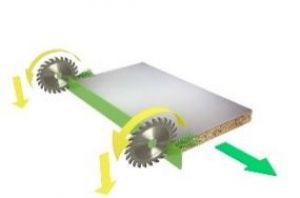
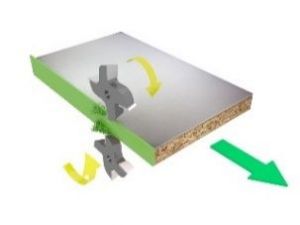
Торцовочное устройствоОбрезает свесы кромки, находящиеся спереди и сзади. Узел состоит из двух пил, которые настраиваются двумя рукоятками. Кнопка выключения подачи заготовки позволяет быстро начать настройку торцовочного устройства. |
|
|
Устройство автоматической смазки направляющихСвоевременная подача масла на направляющие обеспечивает плавное движение и увеличивает срок их службы. |
 |
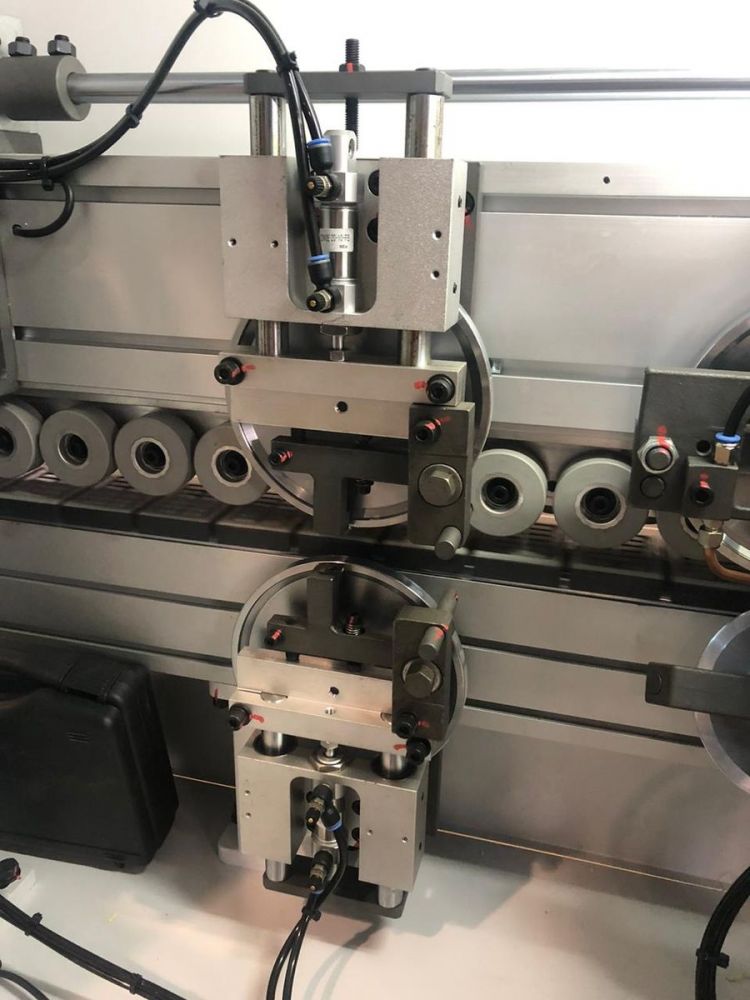
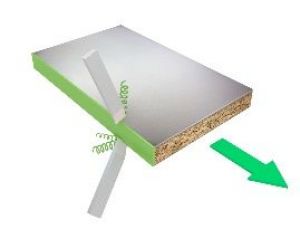
Устройство чистовой фрезеровкиЗдесь проходит профильное фрезерование свесов кромки. Приводится в движение двумя моторами мощностью 750 Вт, частотой 200 Гц и скоростью вращения 12000 оборотов в минуту. Они обеспечивают высокое качество обработки за счет эффективной работы режущего инструмента. Позиционирование осуществляется с помощью контроллера. Пневмосистема автоматически настраивает работу устройства на 2 вида кромки. |
 |
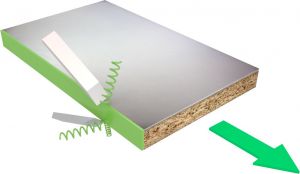
Устройство радиусной циклиПосле фрезерования изделие обрабатывается узлом радиусной цикли, который удаляет микроволны по радиусной поверхности кромочного материала. Позиционирование осуществляется с помощью контроллера. Пневмосистема автоматически настраивает работу устройства на 2 вида кромки. |
 |
Устройство плоской циклиУдаляет остатки клея с соединения. Профиль детали точно отслеживается с помощью двух копиров. |
 |
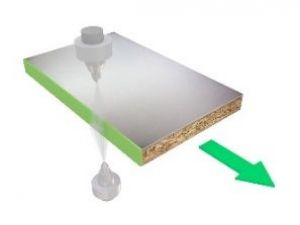
Система подачи очистителяОчищающая жидкость подается одновременно из двух форсунок на верхнюю и нижнюю части объекта обработки. Таким образом с поверхности удаляется грязь, следы клея и потеки, а изделие приобретает антистатические свойства и становится более качественным. |
 |
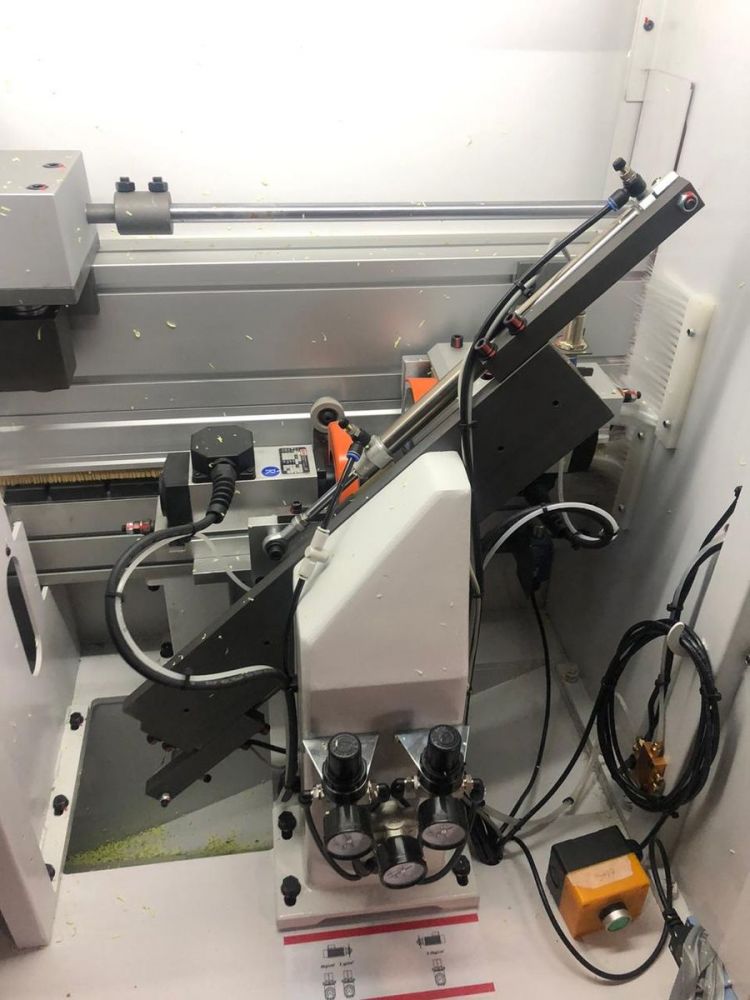
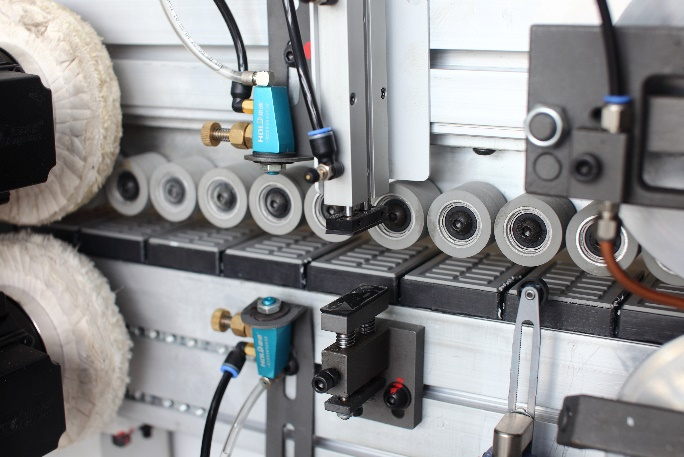
Система полировкиВ этом узле кромка изделия проходит финальную обработку и приобретает блестящую поверхность, очищается от грязи, восстанавливает свой цвет после циклевки. Имеется возможность регулировки угла полировальной головки. |
 |
Подъемник прижимной балкиОператор устанавливает с помощью пульта необходимую толщину детали, и балка автоматически подстраивается под заданный уровень. |
 |
ЭлектрооборудованиеКачество электротехнических деталей подтверждено европейским сертификатом Conformité Européenne (CE). |


Технические характеристики
| Толщина кромочного материала, мм | 0,4 - 3 |
| Толщина детали, мин/макс, мм | 10 - 60 |
| Размеры обрабатываемой панели, мм | 120 х 80 |
| Скорость подачи, м/мин | 14 - 20 - 23 |
| Ёмкость клеевого бачка, л | 3,2 |
| Давление воздуха, атм. | 6 - 8 |
| Общая мощность, кВт | 8 |
| Питающее напряжение, В | 380 |
Габаритные размеры
| Длина, мм | 5000 |
| Ширина, мм | 850 |
| Высота, мм | 1750 |
| Вес, кг | 1380 |
Характеристики
Основные характеристики
-
Размеры станка (Д x Ш x В), мм5000 x 850 x 1750
-
Давление воздуха, атм.6 - 8
-
Ёмкость клеевого бачка, л3,2
-
Размеры обрабатываемой панели, мм120 x 80
-
Общая мощность, кВт8
-
Скорость подачи, м/мин14 - 20 - 23
-
Толщина детали (мин/макс), мм10 - 60
-
Толщина кромочного материала, мм0,4 - 3
-
Рабочее напряжение, В380
-
Вес, кг1380